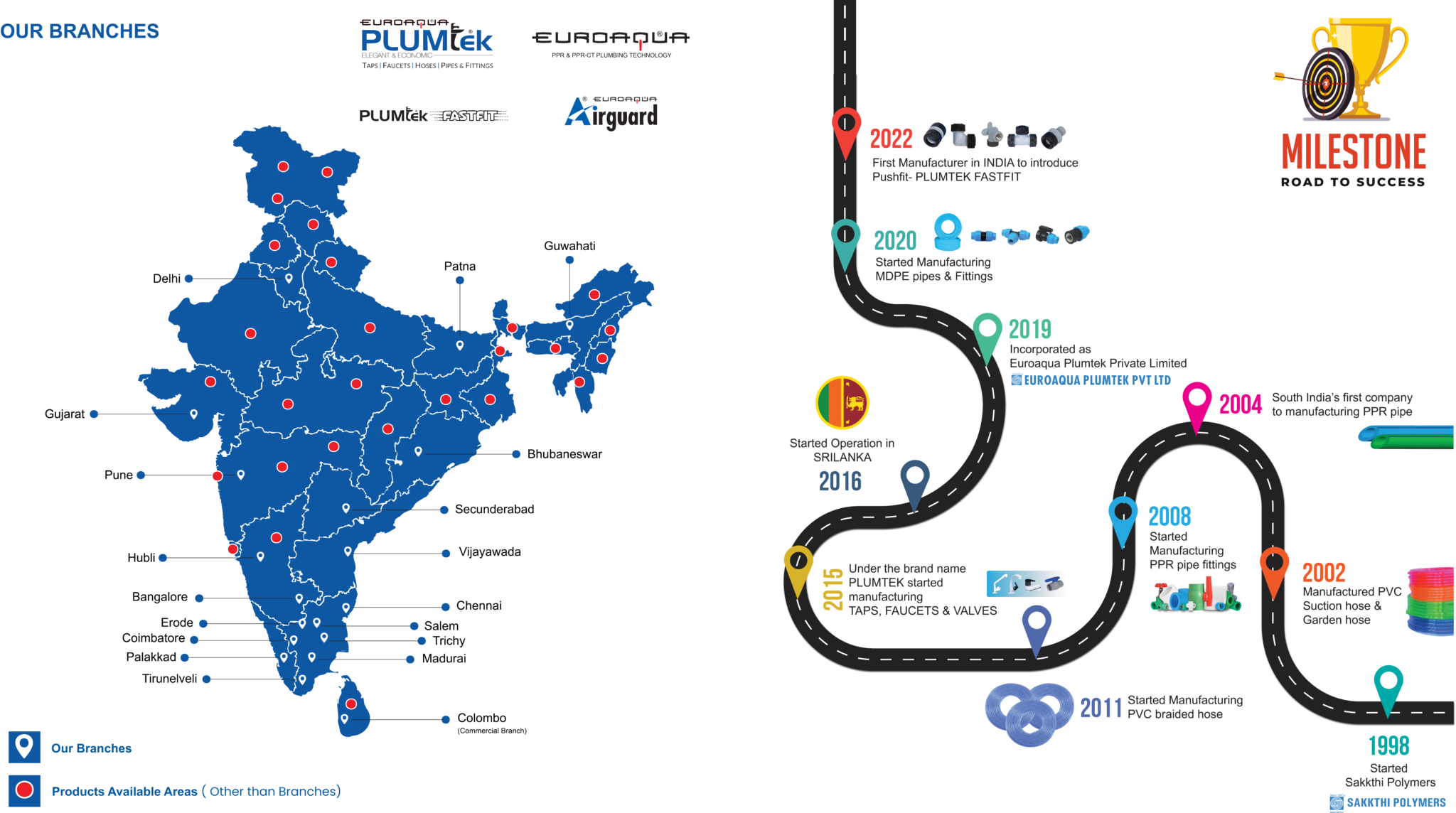
Euroaqua Plumtek private limited is an ISO 9001 2015 certified organization, which was started during the year 1997 by Er. P. Mohan MD & CEO. Our headquarters located at Sankari, Salem, Tamil Nadu and have multiple branches across India & Srilanka. We are specialized in manufacturing PPR, PP-RCT, PPR- FRP, PE-RT, MDPE pipes & fittings. Under the brand name "PLUMTEK", which includes ABS Taps, Faucets, Valves, Hoses and complete solution for Domestic & Industrial plumbing system. We are one of the leading manufacturer and exporter of complete range of PPR pipes and fittings in India and first in South Asia, Introduced PP-RCT technology. We are exporting to more than 15 countries across the globe.